Cel konstrukcyjny i zalety użytkowe
Aluminiowa obudowa silnika pompy służy jako obudowa ochronna integrująca stojan silnika elektrycznego, łożyska i układy chłodzenia, zachowując jednocześnie precyzyjne ustawienie w stosunku do sekcji pompy hydraulicznej. Odpowiednio zaprojektowane obudowy aluminiowe zmniejszają całkowitą masę pompy o 60-70% w porównaniu do odpowiedników z żeliwa zapewniając jednocześnie odpowiednie ekranowanie elektromagnetyczne i odporność na korozję w zastosowaniach przemysłowych związanych z transportem płynów. Przewodność cieplna materiału wynosząca 96 W/mK umożliwia efektywne odprowadzanie ciepła z uzwojeń silnika, umożliwiając w większości konfiguracji ciągłą pracę w temperaturach otoczenia do 80 stopni Celsjusza bez zewnętrznego chłodzenia. Te cechy sprawiają, że aluminium jest dominującym materiałem do produkcji silników pomp, od jednostek mieszkalnych o ułamkowej mocy po systemy przemysłowe o mocy 500 KM.
Globalny aluminiowa obudowa silnika pompy rynek przekracza 2,8 miliarda dolarów rocznie, napędzany inwestycjami w infrastrukturę gospodarki wodnej i rozbudową systemów HVAC. Nowoczesne projekty obudów w coraz większym stopniu integrują optymalizację obliczeniowej dynamiki płynów na potrzeby przepływu powietrza chłodzącego i architektury modułowe umożliwiające obsługę wielu konfiguracji pomp ze wspólnych platform odlewniczych.

Wybór stopu i właściwości materiału
Wybór stopu aluminium na obudowy silników pomp równoważy wymagania związane z lejnością, wytrzymałością mechaniczną, odpornością na korozję i wydajnością cieplną.
Stopy odlewnicze A380 i A383
Stop aluminium A380 dominuje w zastosowaniach związanych z odlewaniem ciśnieniowym pod wysokim ciśnieniem, zawierającym 7,5-9,5% krzemu i 3,0-4,0% miedzi w celu uzyskania doskonałej płynności i minimalnej porowatości skurczowej. Wytrzymałość na rozciąganie 320 MPa i granica plastyczności 160 MPa zapewniają odpowiednią integralność konstrukcyjną stóp montażowych silnika i połączeń kołnierzowych pompy poddawanych działaniu sił ciśnienia hydraulicznego. Naturalna odporność stopu na korozję, wzmocniona poprzez chemiczną powłokę konwersyjną lub anodowanie, wytrzymuje ekspozycję na wodę i łagodne środowisko chemiczne bez malowania ochronnego.
A383 oferuje zmodyfikowany skład z 9,5-11,5% krzemu i 2,0-3,0% miedzi , poprawiając charakterystykę wypełniania matryc cienkościennych sekcji obudowy (2,5-3,5 milimetra) i złożonych wewnętrznych kanałów chłodzących. Stop ten zmniejsza skłonność do pękania na gorąco w skomplikowanych geometriach, zachowując 90% właściwości mechanicznych A380, co czyni go preferowanym do produkcji na dużą skalę kompaktowych silników pomp.
Zastosowania ze stopów kutych i obudowy obrabiane maszynowo
Należy stosować duże obudowy silników pomp o średnicy przekraczającej 400 milimetrów lub wymagające ekstremalnych ciśnień znamionowych Aluminium 6061-T6 obrabiane maszynowo z wytłoczek lub odkuwek. Stop magnezowo-krzemkowy, utwardzany wydzieleniowo, osiąga granicę plastyczności 276 MPa i doskonałą odporność zmęczeniową w cyklicznych środowiskach obciążeniowych. Obrobione maszynowo obudowy mieszczą zintegrowane płaszcze chłodzące o złożonej geometrii wewnętrznej, której nie można w sposób niezawodny odlać, choć koszt produkcji jest 3-4 razy większy niż w przypadku odpowiedników odlewanych ciśnieniowo.
| Stopień stopu | Proces | Wytrzymałość na rozciąganie | Odporność na korozję | Typowe zastosowanie |
|---|---|---|---|---|
| A380 | Odlewanie ciśnieniowe | 320 MPa | Dobrze | Pompy ogólnego przeznaczenia |
| A383 | Odlewanie ciśnieniowe | 310 MPa | Dobrze | Skomplikowane projekty cienkościenne |
| A360 | Odlewanie ciśnieniowe | 300 MPa | Znakomicie | Środowiska morskie i korozyjne |
| 6061-T6 | Obróbka | 310 MPa | Znakomicie | Duże pompy wysokociśnieniowe |
Procesy produkcyjne odlewów ciśnieniowych
W wyniku odlewania pod wysokim ciśnieniem większość aluminiowych obudów silników pomp charakteryzuje się precyzją wymiarową i wykończeniem powierzchni, minimalizując wymagania dotyczące obróbki wtórnej.
Parametry odlewania ciśnieniowego w zimnej komorze
Maszyny zimnokomorowe o sile zamykania min 800-2500 ton metrycznych przystosowane do rozmiarów obudów od 0,5 do 50 kilogramów masy strzału. Roztopione aluminium o temperaturze 680-720 stopni Celsjusza przechodzi do komory zimnej (tuleja śrutowa pozioma) i wtryskiwana jest do matryc ze stali hartowanej pod ciśnieniem 30-100 MPa w ciągu 20-100 milisekund. Szybkie krzepnięcie (50-200 stopni Celsjusza na sekundę) pozwala uzyskać drobnoziarniste struktury o minimalnej porowatości tolerancje wymiarowe odlewu plus minus 0,1 milimetra do krytycznych powierzchni montażowych silnika.
Kontrola temperatury matrycy w zakresie 200-280 stopni Celsjusza poprzez kanały cyrkulacji oleju zapobiega pękaniu zmęczeniowemu cieplnie, jednocześnie promując kierunkowe krzepnięcie. Odlewanie ciśnieniowe wspomagane próżniowo zmniejsza porowatość uwięzionego powietrza o 60-80%, umożliwiając szczelne odlewanie korpusów pomp poddawanych ciśnieniu hydraulicznemu 10 barów bez uszczelniania impregnacyjnego.
Przycinanie i operacje dodatkowe
Odlewane obudowy poddawane są automatycznemu przycinaniu w celu usunięcia przewężek, prowadnic i wypływki, a następnie śrutowaniu lub wykańczaniu wibracyjnemu w celu uzyskania Wykończenie powierzchni Ra 3,2-6,3 mikrometra nadaje się do malowania lub powlekania. Do najważniejszych operacji obróbki zalicza się wykańczanie otworów łożysk (tolerancja H7), frezowanie czołowe mocowania silnika (płaskość 0,05 milimetra) oraz montaż wkładek gwintowanych w punktach połączeń pompy. W przypadku tych precyzyjnych funkcji centra obróbcze CNC osiągają dokładność pozycjonowania na poziomie 0,01 milimetra.
Zarządzanie ciepłem i integracja systemu chłodzenia
Konstrukcja aluminiowej obudowy silnika pompy w coraz większym stopniu kładzie nacisk na możliwości rozpraszania ciepła w miarę wzrostu gęstości mocy silnika i zaostrzania standardów wydajności.
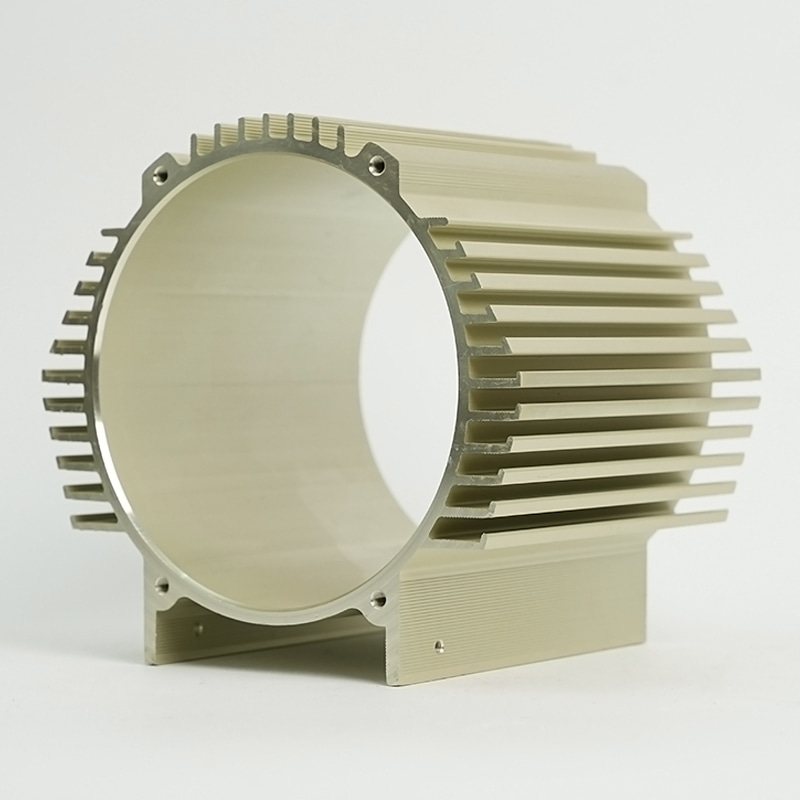
Konstrukcja zewnętrznych żeber i optymalizacja przepływu powietrza
Zawiera naturalne chłodzenie konwekcyjne aluminiowe lamele o grubości 2-4 milimetrów w rozstawie 8-15 milimetrów zwiększenie powierzchni o 300-500% w przypadku gładkich, cylindrycznych opraw. Wysokość żebra wynosząca 20–40 milimetrów równoważy poprawę wymiany ciepła z kosztami materiału i złożonością odlewu. Symulacja obliczeniowej dynamiki płynów optymalizuje orientację żeberek zarówno w przypadku poziomych, jak i pionowych konfiguracji montażu silnika, z profilami w kształcie litery T lub profilami falistymi zwiększającymi turbulencje i współczynniki przenikania ciepła do 15-25 W/m²K.
Osiąga się wymuszone chłodzenie powietrzem poprzez zintegrowane obudowy wentylatorów współczynnik rozpraszania ciepła 200-400 watów do silników pomp do pracy ciągłej, z aluminiowymi łopatkami wentylatorów odlanymi integralnie z obudową lub zamocowanymi za pomocą wciskanych piast aluminiowych. Niska gęstość materiału (2,7 g/cm3) minimalizuje bezwładność obrotową i zużycie energii silnika wentylatora w porównaniu do zamienników stali.
Architektury płaszcza chłodzącego ciecz
Wykorzystywane są silniki pomp o dużej mocy zintegrowane płaszcze wodne wlany do aluminiowej obudowy, przepuszczający chłodziwo przez spiralne lub osiowe kanały otaczające stojan. W konstrukcjach płaszcza grubość ścianki pomiędzy kanałami chłodzącymi a otworem stojana wynosi 3–5 milimetrów, aby zapewnić odpowiednie przewodzenie ciepła przy jednoczesnym zachowaniu sztywności konstrukcyjnej. Próba ciśnieniowa do 1,5-krotności ciśnienia roboczego sprawdza integralność płaszcza przed montażem silnika.
Ochrona antykorozyjna i wykończenie powierzchni
Podczas gdy aluminium wykazuje naturalną pasywację, obudowy silników pomp pracujące w agresywnym środowisku wymagają zwiększonej ochrony poprzez obróbkę chemiczną i powlekanie.
Powłoki konwersyjne i anodowanie
Zapewniają chromianowe powłoki konwersyjne (Alodine). Folie ochronne o grubości 0,5-4 mikrometrów zwiększając odporność na korozję i przyczepność farby, chociaż preparaty sześciowartościowego chromu podlegają ograniczeniom regulacyjnym. Zamienniki chromu trójwartościowego i tytanu-cyrkonu osiągają 80% tradycyjnych parametrów przy zachowaniu zgodności z wymogami ochrony środowiska. Anodowanie (kwas siarkowy typu II) tworzy warstwy tlenku glinu o grubości 5–25 mikrometrów i twardości 200–300 HV, zapewniając odporność na ścieranie w zastosowaniach pomp morskich i przemysłowych.
Systemy malowania proszkowego i malowania na mokro
Malowanie proszkowe poliestrem o godz Grubość 60-80 mikrometrów zapewnia trwałe wykończenia kosmetyczne i ochronne w standardowych kolorach silnika (czarny, szary, niebieski). Po nałożeniu elektrostatyki i utwardzaniu w temperaturze 180-200 stopni Celsjusza powstają usieciowane powłoki o twardości ołówkowej 2H i odporności na działanie mgły solnej przekraczającej 500 godzin. Mokre systemy epoksydowe lub poliuretanowe służą do specjalistycznych zastosowań wymagających odporności chemicznej na kwasy, zasady lub rozpuszczalniki występujące podczas pompowania procesowego.
Aluminiowa obudowa silnika pompy reprezentuje dojrzałą, ale rozwijającą się kategorię produktów, w której materiałoznawstwo, precyzyjna produkcja i inżynieria cieplna zbiegają się, aby umożliwić wydajną obsługę płynów w zastosowaniach przemysłowych, komercyjnych i mieszkaniowych. Ciągły rozwój stopów i udoskonalanie procesu odlewania zwiększa dominację aluminium w konstrukcji silników pomp w porównaniu z konkurencyjnymi materiałami.