
Dlaczego aluminium dominuje w projektowaniu obudów silników
The aluminiowa obudowa silnika elektrycznego stał się domyślnym wyborem w zastosowaniach przemysłowych, komercyjnych i motoryzacyjnych – i nie bez powodu. Stopy aluminium oferują kombinację właściwości, których nie jest w stanie w pełni odtworzyć żaden konkurencyjny materiał: niska gęstość, wysoka przewodność cieplna, odporność na korozję i doskonała obrabialność, za wszystko to za cenę, która pozwala efektywnie skalować się wraz z wielkością produkcji.
U podstaw zalet aluminium leży zarządzanie temperaturą. Silnik elektryczny generuje ciepło w sposób ciągły podczas pracy, a obudowa musi rozpraszać to ciepło wystarczająco szybko, aby chronić uzwojenia, łożyska i izolację przed przedwczesną degradacją. Przewodność cieplna aluminium wynosi około 150 – 200 W/m·K — około cztery do pięciu razy wyższa niż w przypadku żeliwa — pozwala projektantom silników utrzymać temperaturę roboczą w bezpiecznych granicach bez konieczności zwiększania rozmiaru obudowy lub dodawania zewnętrznych systemów chłodzenia.
Dodatkowe czynniki wpływające na przejście na aluminiowe obudowy silników:
- Redukcja wagi: Aluminium stanowi około jedną trzecią gęstości żeliwa. W przypadku platform mobilnych — wózków widłowych, pojazdów elektrycznych, robotów przemysłowych — każdy kilogram zaoszczędzony na obudowie silnika bezpośrednio zwiększa zasięg akumulatora lub poprawia dynamikę.
- Odporność na korozję: Aluminium w naturalny sposób tworzy ochronną warstwę tlenku, dzięki czemu w wielu zastosowaniach nadaje się do stosowania w wilgotnych, mokrych lub aktywnych chemicznie środowiskach bez dodatkowych powłok ochronnych.
- Ekranowanie EMI: Aluminiowe obudowy skutecznie tłumią zakłócenia elektromagnetyczne, chroniąc wrażliwą elektronikę sterowania silnikiem przed zakłóceniami zewnętrznymi i zapobiegając promieniowaniu na zewnątrz częstotliwości przełączania silnika.
- Możliwość recyklingu: Aluminium w 100% nadaje się do recyklingu, a jedynie około 5% energii potrzebnej do produkcji pierwotnej, wspiera cele gospodarki o obiegu zamkniętym, coraz bardziej wymagane na europejskich i azjatyckich rynkach motoryzacyjnych.
Aluminiowa obudowa silnika elektrycznego: stopy i metody produkcji
Nie wszystkie aluminiowe obudowy silników są wykonane w ten sam sposób. Proces produkcyjny określa osiągalne tolerancje, wykończenie powierzchni, grubość ścianki, a ostatecznie właściwości termiczne i strukturalne gotowej części. W produkcji dominują trzy metody.
Odlewanie ciśnieniowe
Odlewanie ciśnieniowe pod wysokim ciśnieniem (HPDC) to najpopularniejszy proces w przypadku obudów silników o średniej i dużej objętości w zakresie 0,5–30 kW. Roztopione aluminium – zazwyczaj Stop A380 lub ADC12 — jest wtryskiwany do stalowej matrycy pod ciśnieniem 700–1400 barów, tworząc część o kształcie zbliżonym do netto w czasie cyklu wynoszącym 30–90 sekund. Odlewanie ciśnieniowe umożliwia wykonanie złożonych geometrii, w tym zintegrowanych występów montażowych, układów żeberek chłodzących i punktów wejścia przewodów w jednej operacji. Tolerancje wymiarowe wynoszące ±0,1 – 0,3 mm są standardowe i wystarczające dla większości pasowań z otworem silnika i końcówką kielichową.
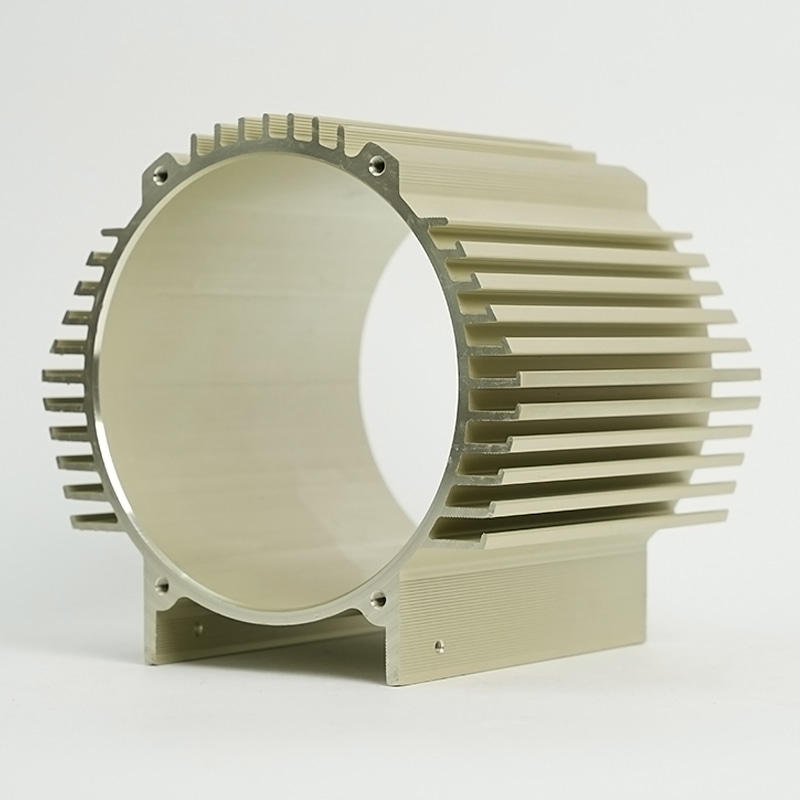
Wytłaczanie
Wytłaczanie produces a continuous aluminum profile that is then cut to length and finish-machined into the motor casing. This process is particularly well-suited to tubular motor housings with a constant cross-section — the standard architecture for many servo motors, linear motors, and the wytłaczana obudowa silnika wózka widłowego omówione w następnej sekcji. Typowe stopy do wyciskanych obudów silników obejmują 6061-T6 i 6063-T5 , wybrane ze względu na równowagę wytrzymałości, wytłaczalności i obrabialności. Można osiągnąć grubość ścianek tak niską jak 1,5 mm, co minimalizuje wagę bez utraty sztywności konstrukcyjnej.
Odlewanie piaskowe i odlewanie grawitacyjne
W przypadku dużych ram silników — zwykle o mocy powyżej 55 kW — oraz w przypadku małych zamówień niestandardowych, odlewanie piaskowe lub grawitacyjne (w formie stałej) zapewnia niższe koszty oprzyrządowania niż HPDC. Stopy takie jak A356-T6 są standardowe i zapewniają wytrzymałość na rozciąganie 220 – 280 MPa po obróbce cieplnej. Wykończenie powierzchni i spójność wymiarowa są niższe niż w przypadku metod matrycowych lub wytłaczania, dlatego przy projektowaniu odlewu uwzględniany jest dodatkowy naddatek do obróbki.
| Proces | Wspólny stop | Typowa tolerancja | Najlepsze dla |
|---|---|---|---|
| Odlewanie pod wysokim ciśnieniem | A380, ADC12 | ±0,1 – 0,3 mm | Duża objętość, złożona geometria, 0,5 – 30 kW |
| Wytłaczanie CNC Machining | 6061-T6, 6063-T5 | ±0,05 – 0,15 mm | Obudowy rurowe, serwomotory i silniki do wózków widłowych |
| Odlewanie piaskowe/grawitacyjne | A356-T6 | ±0,5 – 1,5 mm | Duże ramy (>55 kW), niskonakładowe na zamówienie |
Wytłaczana obudowa silnika wózka widłowego: priorytety i wymagania projektowe
The wytłaczana obudowa silnika wózka widłowego działa w jednym z najbardziej wymagających środowisk, z jakimi spotyka się obudowa silnika: ciągłe wibracje z podłóg magazynu, narażenie na opary kwasu akumulatorowego, mgła oleju hydraulicznego, cykle termiczne pomiędzy środowiskiem wewnętrznym i zewnętrznym oraz wstrząsy mechaniczne spowodowane uderzeniami obciążenia. Spełnienie tych warunków przy jednoczesnym zachowaniu możliwie zwartej i lekkiej konstrukcji układu napędowego sprawia, że wymagania projektowe są niezwykle rygorystyczne.
Integralność strukturalna pod wpływem wibracji i wstrząsów
Silniki trakcyjne i silniki hydrauliczne wózków widłowych są zwykle montowane bezpośrednio do podwozia lub bloku hydraulicznego bez izolacji wibracyjnej. Obudowa musi zatem być odporna na pękanie zmęczeniowe w występach montażowych i gniazdach łożysk pod ciągłym, cyklicznym obciążeniem. Aluminium 6061-T6 jest preferowanym wyborem w przypadku wytłaczanych obudów wózków widłowych, ponieważ jego wytrzymałość na rozciąganie wynosząca 310 MPa i granica plastyczności 276 MPa zapewniają wystarczający margines w stosunku do obciążeń udarowych generowanych podczas odbioru palet i przejazdu przez płyty dokowe. Geometria kołnierza montażowego jest zwykle pogrubiona o 20–30% w stosunku do minimalnych wymagań konstrukcyjnych, aby uwzględnić wstępne napięcie śruby i zapobiec korozji ciernej na styku.
Uszczelnienie i stopień ochrony IP
Większość obudów silników wózków widłowych jest celem Stopień ochrony IP54 lub IP65 — całkowite wyeliminowanie pyłu i ochrona przed strumieniami wody powstającymi podczas mycia magazynów. Osiągnięcie tego w przypadku obudowy z wytłaczanego aluminium wymaga precyzyjnie obrobionych powierzchni współpracujących dzwonka końcowego (wykończenie powierzchni Ra ≤ 1,6 µm), ciągłych rowków na pierścienie typu O-ring i elementów złącznych ze stali nierdzewnej, aby zapobiec korozji galwanicznej na styku stal-aluminium. W punktach wejścia przewodów zastosowano dławiki zaciskowe zamiast prostych wytłoczeń.
Zarządzanie ciepłem w ograniczonej przestrzeni
Silniki wózków widłowych często pracują przy wysokich cyklach obciążenia — wielokrotnie przyspieszając i zwalniając wielotonowe ładunki — co generuje znaczne ciepło w fizycznie zwartej obudowie. Wytłaczane obudowy do tego zastosowania często zawierają podłużne płetwy zewnętrzne formowane bezpośrednio w matrycy wytłaczającej, zwiększając powierzchnię do chłodzenia konwekcyjnego o 60 – 120% w porównaniu z cylindrem o gładkich ściankach o równoważnych wymiarach. W niektórych konstrukcjach dodano wewnętrzne spiralne rowki lub kanały osiowe, które umożliwiają wymuszone chłodzenie cieczą, gdy wymaga tego zastosowanie.
Aluminiowa obudowa silnika pompy: odporność na korozję i kompatybilność z płynami
The aluminiowa obudowa silnika pompy ma wiele wspólnych zasad projektowania z ogólnymi obudowami silników elektrycznych, ale stoi przed unikalnym zestawem wyzwań związanych z kompatybilnością chemiczną, których nie ma w większości silników pracujących w suchym środowisku. W zależności od pompowanego medium — wody, ścieków, chemikaliów rolniczych, paliw, płynów dopuszczonych do kontaktu z żywnością lub żrących cieczy przemysłowych — środowisko zewnętrzne wokół obudowy silnika może być bardzo agresywne.
Wybór stopu dla środowisk wilgotnych
Standardowo w zastosowaniach z pompami czystej wody słodkiej lub wody lodowej HVAC Odlew ciśnieniowy A380 lub wytłaczane aluminium 6061 działa dobrze bez dodatkowego leczenia. Jednakże aplikacje obejmujące:
- Woda morska lub solanka: Wymagają stopów serii 5000 (np. 5052, 5083) o wyższej zawartości magnezu w celu zapewnienia odporności na chlorki lub anodowanego 6061 z uszczelnionym anodowaniem o grubości ≥ 25 µm.
- Chemikalia rolnicze lub nawozy: Często obejmują związki amonowe, które atakują standardowe warstwy tlenku glinu; Standardową praktyką jest powłoka proszkowa epoksydowa lub odporna na chemikalia powłoka PTFE na obudowie aluminiowej.
- Przetwórstwo żywności i napojów: Wymagaj anodowanych lub malowanych powierzchni zgodnych z FDA, bez odsłoniętego surowego aluminium, które mogłoby stykać się ze strumieniem produktu; Bezszczelinowa konstrukcja zewnętrzna zapobiega gromadzeniu się bakterii.
Projekty podwodne a projekty blisko sprzężone
Obudowy silników pomp dzielą się zasadniczo na dwa typy instalacji. Silniki pomp blisko sprzężone zamontować bezpośrednio za głowicą pompy ze wspólnym wałem; obudowa silnika jest narażona na działanie rozprysków i pary, ale nie jest zanurzana, dlatego zazwyczaj wystarczające są standardowe obudowy z odlewanego ciśnieniowo aluminium o stopniu ochrony IP55. Silniki pomp głębinowych wymagają, aby obudowa działała jak zbiornik ciśnieniowy — aluminiowa osłona musi wytrzymywać zewnętrzne ciśnienie hydrostatyczne (zwykle 3–10 barów w przypadku pomp odwiertowych), zachowując jednocześnie wodoszczelność na wszystkich powierzchniach uszczelniających. Obliczenia grubości ścian obudów podwodnych są zgodne z przepisami projektowymi zbiorników ciśnieniowych (ASME sekcja VIII lub EN 13445), przy współczynnikach bezpieczeństwa 3–4× zastosowanych do ciśnienia projektowego.
Obróbka powierzchni aluminiowych obudów silników pomp
Właściwa obróbka powierzchni radykalnie wydłuża żywotność w środowiskach pomp. Typowe opcje i ich typowe przypadki użycia:
- Anodowanie twarde (typ III): Tworzy warstwę tlenku glinu o grubości 25 – 75 µm i twardości Vickersa 400 – 600 HV. Idealny do powierzchni narażonych na ścieranie i łagodnych środowisk chemicznych. Ekonomiczne w przypadku stopów 6061 i 6063.
- Powłoka proszkowa epoksydowa: Grubość folii 60 – 100 µm; doskonała odporność na mgłę solną (1000 – 3000 godzin zgodnie z ASTM B117); nadaje się do stref rozbryzgowych w rolnictwie i morzu. Wymaga dokładnego przygotowania powierzchni (konwersja chromianowa lub wstępna obróbka cyrkonowa).
- Niklowanie bezprądowe: Jednolite pokrycie możliwe do uzyskania na skomplikowanych geometriach wewnętrznych; zapewnia odporność na korozję i zużycie w silnikach pomp do procesów chemicznych, gdzie anodowanie jest niezgodne z elektrolitem.
- Chromianowa powłoka konwersyjna (Alodyna/Irydyt): Cienka (1–5 µm) powłoka przewodząca stosowana głównie jako podkład lub w obudowach wrażliwych na zakłócenia elektromagnetyczne, gdzie przewodność powierzchniowa musi być zachowana na całej powierzchni.
Określanie aluminiowej obudowy silnika: lista kontrolna kluczowych parametrów
Czy pozyskiwanie aluminiowa obudowa silnika elektrycznego , a wytłaczana obudowa silnika wózka widłowego lub aluminiowa obudowa silnika pompy proces specyfikacji powinien uwzględniać te krytyczne parametry, aby mieć pewność, że dostawca dostarczy część odpowiadającą zamierzonemu celowi:
- Rozmiar ramy silnika i oznaczenie IEC/NEMA: Określa średnicę otworu, okrąg śruby czołowej, luz na występie wału i wymiary stopy montażowej. Wszystkie muszą być zgodne z tolerancjami odpowiednich norm.
- Moc znamionowa i cykl pracy: Określa grubość ścianki pod kątem odprowadzania ciepła i obciążeń konstrukcyjnych. Silnik o mocy 10 kW pracujący w trybie S1 (ciągłym) wymaga bardziej agresywnej konstrukcji termicznej niż ta sama rama w trybie S3 (przerywanym).
- Stopień ochrony obudowy IP/NEMA: Określa wymagania dotyczące uszczelnień, które bezpośrednio wpływają na geometrię kielicha końcowego, wymiary rowka uszczelki i wybór łącznika.
- Środowisko operacyjne: Potwierdzić obecność narażenia chemicznego, zanurzenia, mycia, poziomu wibracji (strefa dotkliwości ISO 10816) i zakresu temperatury otoczenia.
- Stop i temperament: Określ wyraźnie wymagany stop — nie pozostawiaj tego decyzji dostawcy, jeśli zastosowanie ma określone wymagania dotyczące wytrzymałości, obrabialności lub korozji.
- Obróbka powierzchni i wykończenie: Określ rodzaj powłoki, minimalną grubość, standard testu przyczepności i wszelkie wymagania dotyczące koloru. Odniesienie do obowiązujących norm (MIL-A-8625 dla anodowania, ASTM B117 dla testów w komorze solnej).
- Tolerancje krytyczne: Zwróć uwagę na okrągłość otworu (kołowość), średnicę gniazda łożyska i klasę pasowania (zwykle H7/k6 lub H7/m6) oraz prostopadłość powierzchni czołowej do osi otworu — mają one bezpośredni wpływ na trwałość łożyska i poziom wibracji.
- Certyfikaty i dokumentacja: Wymagaj raportów z testów materiałowych (MTR) zgodnie z EN 10204 3.1 lub 3.2, raportów z kontroli wymiarowej i certyfikatów obróbki powierzchni dla każdej partii produkcyjnej.
Dobrze dobrana aluminiowa obudowa silnika — czy to odlewana ciśnieniowo do produkcji na dużą skalę, wytłaczana do układu napędowego wózka widłowego, czy specjalnie poddana obróbce pod kątem korozyjnego środowiska pompy — zapewnia dziesięciolecia niezawodnej pracy przy jednoczesnym utrzymaniu masy systemu, odporności termicznej i całkowitego kosztu posiadania na najniższym możliwym poziomie.

















