
Co to jest Wytłaczana obudowa silnika wózka widłowego ?
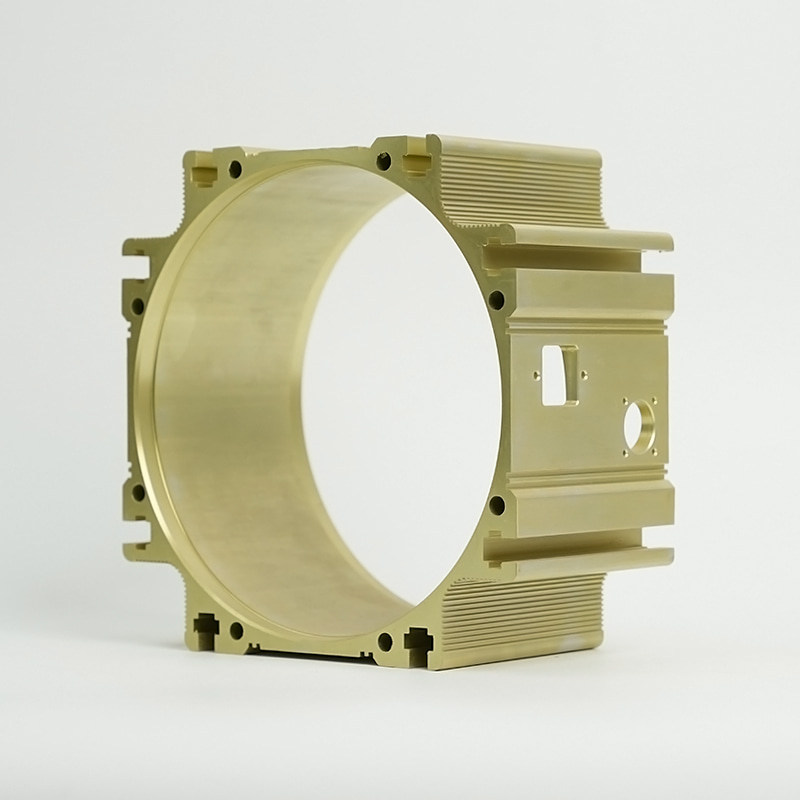
Wytłaczana obudowa silnika wózka widłowego to obudowa konstrukcyjna, która otacza i chroni silnik napędu elektrycznego lub silnika podnośnika na wózku widłowym, wytwarzana w procesie wytłaczania aluminium. Zamiast odlewać w formie lub wytwarzać ze spawanej płyty, wytłaczana obudowa silnika jest formowana poprzez wtłaczanie podgrzanego kęsa ze stopu aluminium przez precyzyjną matrycę, tworząc ciągły profil o stałym przekroju poprzecznym. Powstała obudowa łączy się wysoka dokładność wymiarowa, doskonała przewodność cieplna i korzystny stosunek wytrzymałości do masy — wszystkie właściwości, które bezpośrednio wpływają na wydajność i żywotność elektrycznego silnika wózka widłowego.
Elektryczne wózki widłowe — które obecnie stanowią większość nowych wdrożeń wózków widłowych w środowiskach magazynowania, dystrybucji i produkcji — nakładają wysokie wymagania na obudowy silników. Obudowa musi rozpraszać ciepło generowane podczas ciągłych cykli pracy, być odporna na wstrząsy mechaniczne i wibracje powodowane przez nierówne powierzchnie podłóg i uderzenia obciążenia, zapewniać szczelne środowisko, które chroni uzwojenia silnika i łożyska przed kurzem i wilgocią, a wszystko to przy jednoczesnym utrzymywaniu całkowitej masy układu napędowego na wystarczająco niskim poziomie, aby zachować zasięg akumulatora i znamionową obciążalność.
Obudowy z wytłaczanego aluminium spełniają te wymagania skuteczniej niż alternatywy z żeliwa w większości nowoczesnych elektrycznych wózków widłowych, dlatego też konstrukcja ta stała się dominującą metodą konstrukcyjną wśród wiodących producentów silników do wózków widłowych na całym świecie.
Dlaczego wytłaczanie jest preferowaną metodą produkcji
Proces wytłaczania oferuje szczególne zalety produkcyjne, które sprawiają, że dobrze nadaje się do produkcji obudów silników wózków widłowych zarówno w małych, jak i dużych ilościach:
- Złożona geometria przekroju w jednej operacji: Matryce do wytłaczania mogą wytwarzać profile zawierające żebra chłodzące, kanały wewnętrzne, występy montażowe i elementy ustalające w jednym przejściu. Funkcje, które wymagałyby wielu operacji obróbki odlanego półwyrobu, są od początku wbudowane w wytłaczany profil, co pozwala skrócić czas i koszt produkcji jednostkowej.
- Doskonałe wykończenie powierzchni: Wytłaczane powierzchnie aluminiowe mają drobniejszą strukturę ziarna i gładsze wykończenie niż ich odpowiedniki odlewane w piasku, co ma znaczenie zarówno w przypadku powierzchni uszczelniających, w których stosowane są uszczelki lub pierścienie typu O-ring, jak i dla wydajności zewnętrznych żeberek chłodzących, gdzie powierzchnia stykająca się z przepływem powietrza stanowi mechanizm przenoszenia ciepła.
- Stałe właściwości mechaniczne: Kierunkowe ułożenie ziaren wytwarzane przez wytłaczanie zapewnia przewidywalną granicę plastyczności na rozciąganie i na całej długości obudowy. Ta spójność upraszcza obliczenia trwałości zmęczeniowej podczas projektowania i zmniejsza zmienność parametrów terenowych.
- Ekonomika narzędzi: Matryce do wytłaczania są znacznie tańsze niż narzędzia do odlewania o równoważnych geometriach, a czas realizacji jest krótszy. W przypadku producentów OEM wózków widłowych opracowujących nowe platformy silnikowe lub aktualizujących projekty obudów w celu uwzględnienia zmienionych rozmiarów ramy silnika, zmniejsza to koszt kapitałowy iteracji projektu.
- Wydajność materiałowa: Wytłaczanie generuje mniej odpadów materiałowych niż obróbka z litego materiału. Złom wytłaczany z aluminium w pełni nadaje się do recyklingu, co jest zgodne z celami zrównoważonego rozwoju, które są coraz ważniejsze dla producentów wózków widłowych i ich klientów flotowych.
| Atrybut | Obudowa z wytłaczanego aluminium | Obudowa żeliwna | Obudowa z odlewanego ciśnieniowo aluminium |
|---|---|---|---|
| Waga | Niski | Wysoka | Niski |
| Przewodność cieplna | Znakomicie | Umiarkowane | Dobrze |
| Dokładność wymiarowa | Wysoka | Umiarkowane | Wysoka |
| Koszt oprzyrządowania | Niski–Moderate | Umiarkowane | Wysoka |
| Odporność na korozję | Znakomicie | Słaby (bez powłoki) | Dobrze |
| Elastyczność projektowania | Wysoka (profile geometry) | Wysoka (3D shapes) | Wysoka (3D shapes) |
Wybór materiału: Wybór stopu do obudów silników wózków widłowych
Nie wszystkie stopy aluminium do wytłaczania sprawdzają się jednakowo w obudowach silników wózków widłowych. Dwie najczęściej określane rodziny stopów to 6061 i 6063, oba należące do grupy aluminium-magnez-krzem serii 6000, która stanowi zdecydowaną większość produkcji strukturalnej metodą wytłaczania na całym świecie.
6061-T6 jest stopem konstrukcyjnym, który wymaga pracy. Dzięki wytrzymałości na rozciąganie wynoszącej około 310 MPa i granicy plastyczności około 276 MPa w stanie T6 zapewnia wytrzymałość mechaniczną niezbędną do wytrzymania powtarzających się obciążeń udarowych powodowanych przez nierówną podłogę magazynu, zderzenia wózków widłowych ze zderzakami doków i ciągłe wibracje pracy pompy hydraulicznej. Obrabia czysto, dobrze znosi anodowanie, a jego odporność zmęczeniowa pod obciążeniem cyklicznym jest dobrze scharakteryzowana – co jest ważne w przypadku obudów, które pracują w ciągłych cyklach pracy typu start-stop w pracy wielozmianowej.
6063-T5 lub T6 jest wybierany, gdy geometria żeber chłodzących jest szczególnie złożona lub gdy wymagane jest doskonałe wykończenie powierzchni w celu zapewnienia wydajności cieplnej. Niższa zawartość krzemu zapewnia lepszą wytłaczalność w przypadku cienkościennych lub skomplikowanych profili, chociaż jego wytrzymałość mechaniczna jest nieco niższa niż 6061 — zwykle około 241 MPa przy rozciąganiu w T6. W przypadku obudów silników, w których głównym czynnikiem wpływającym na konstrukcję jest zarządzanie temperaturą, a obciążenia mechaniczne są umiarkowane, często lepszym rozwiązaniem jest materiał 6063.
W chłodniach i mroźniach – znaczącym segmencie zastosowań wózków widłowych – przewaga aluminium nad żeliwem jest jeszcze bardziej wyraźna. Aluminium zachowuje plastyczność w temperaturach poniżej zera gdzie żeliwo staje się coraz bardziej kruche, co zmniejsza ryzyko pęknięcia obudowy w wyniku uderzenia w środowiskach rutynowo eksploatowanych w temperaturach od –20°C do –30°C.
Zarządzanie ciepłem: jak konstrukcja obudowy wpływa na żywotność silnika
Elektryczne silniki wózków widłowych stosowane w intensywnych zastosowaniach magazynowych — zwłaszcza przy kompletacji zamówień, wózkach wysokiego składowania i zastosowaniach z przeciwwagą, pracujące na dwie lub trzy zmiany dziennie — generują znaczne ciepło podczas ciągłej pracy. Żywotność izolacji uzwojenia silnika zmniejsza się mniej więcej o połowę na każde 10°C wzrostu temperatury roboczej powyżej granicy klasy znamionowej, co sprawia, że projekt termiczny obudowy jest jedną z najważniejszych decyzji inżynieryjnych w projektowaniu układów silników.
Wytłaczane obudowy silników rozwiązują ten problem poprzez trzy mechanizmy zarządzania temperaturą:
- Zewnętrzne żebra chłodzące: Podłużne żeberka wytłaczane integralnie z korpusem obudowy zwiększają powierzchnię zewnętrzną dostępną do konwekcyjnego przenoszenia ciepła. Geometria żeber — wysokość, skok i grubość ścianki — jest optymalizowana podczas procesu projektowania matrycy do wytłaczania i można ją dostrajać bez zmiany ogólnej powłoki obudowy. W standardowych profilach wytłaczanych można uzyskać powierzchnie żeber o wielkości 2–4× odpowiadającej powierzchniom gładkim.
- Przewodząca ścieżka ciepła do ramy: W silnikach zamkniętych, w których nie ma wymuszonego przepływu powietrza, obudowa przewodzi ciepło z płytek stojana na zewnątrz na powierzchnię zewnętrzną. Przewodność cieplna aluminium wynosząca około 160–200 W/m·K (w porównaniu z 50 W/m·K w przypadku żeliwa) zapewnia znacznie szybszą ścieżkę przewodzenia, zmniejszając różnicę temperatur pomiędzy gorącym punktem uzwojenia a otoczeniem.
- Wewnętrzne kanały chłodzące: Niektóre wytłaczane profile obudów zawierają puste kanały w ścianie obudowy, przez które może przepływać płyn chłodzący w konfiguracjach silników chłodzonych cieczą – co staje się coraz bardziej istotne w miarę zwiększania gęstości mocy silników wózków widłowych w zastosowaniach ciężkich powyżej 15 kW ciągłej.
Wymagania dotyczące ochrony IP i szczelności środowiskowej
Środowiska pracy wózków widłowych nakładają znaczne wymagania dotyczące ochrony obudowy silnika. Pył magazynowy — szczególnie występujący w młynach, przetwórstwie drewna i zakładach transportu papieru — jest na tyle drobny, że może przedostać się przez źle uszczelnione obudowy i zanieczyścić łożyska i uzwojenia. Zastosowania związane z przenoszeniem kontenerów na zewnątrz i na placach zwiększają narażenie na deszcz i zmywanie. Operacje przechowywania w chłodniach stwarzają ryzyko kondensacji, gdy wózki widłowe przemieszczają się między strefami temperaturowymi.
Norma IEC 60034-5 definiuje klasy ochrony obudowy silnika poprzez stopień ochrony IP, przy czym większość zastosowań silników do wózków widłowych wymaga minimum IP54 (ochrona przed kurzem, zachlapania) i wiele wymagających IP65 (całkowicie pyłoszczelna, odporna na strumień wody pod niskim ciśnieniem) lub wyższa. Osiągnięcie tych wartości znamionowych w wytłaczanej oprawie zależy od precyzji otworu oprawy, w którym mieszczą się osłony końcowe lub obudowy łożysk, geometrii rowka uszczelniającego wbudowanego w wytłaczany profil w celu umieszczenia pierścienia uszczelniającego typu O-ring lub uszczelki wargowej oraz jakości powierzchni współpracujących powierzchni po operacjach obróbki wtórnej.
Wąskie tolerancje wymiarowe osiągalne w przypadku obudów z wytłaczanego aluminium — zazwyczaj ± 0,1 mm w przypadku krytycznych średnic otworów po obróbce wykańczającej — sprawiają, że są one dobrze dostosowane do spełnienia wymagań IP65 bez konieczności częstego ręcznego montażu lub podkładek podczas montażu silnika. Ta spójność wymiarowa wspiera również zautomatyzowane procesy montażu silników, które poprawiają wydajność produkcji przy dużych nakładach.
Zagadnienia związane z pozyskiwaniem, wymianą i konserwacją
Dla menedżerów flot i inżynierów zajmujących się konserwacją zrozumienie konstrukcji obudowy silnika we flocie wózków widłowych ma praktyczne konsekwencje dla planowania napraw i pozyskiwania części. Obudowy z wytłaczanego aluminium można na ogół naprawić w sposób, w jaki nie da się tego zrobić w przypadku opraw odlewanych — niewielkie zużycie otworu w wyniku freonu łożyska można skorygować za pomocą tulei, a uszkodzone sekcje żeberek można poddać obróbce skrawaniem lub załatać bez naruszania integralności strukturalnej w obszarach niekrytycznych.
Podczas pozyskiwania zamiennych wytłaczanych obudów silników najważniejsze specyfikacje, które należy potwierdzić, to:
- Zgodność rozmiaru obudowy IEC lub NEMA — obudowa musi pasować do zewnętrznej średnicy stojana i długości stosu silnika zamiennego lub silnika przewijania, w którym będzie się znajdować.
- Konfiguracja stopy montażowej lub kołnierza — silniki wózków widłowych są montowane w różnych orientacjach; mocowanie na łapach, mocowanie na twarzy (B3/B5 zgodnie z IEC) i konfiguracje wsporników niestandardowych muszą pasować do geometrii układu napędowego.
- Wymiary otworu obudowy łożyska — średnice i pasowania gniazd łożysk po stronie napędzającej i nienapędowej (zwykle tolerancja H7 lub J7 dla średnicy zewnętrznej wtłaczanego łożyska) muszą odpowiadać łożyskom zastępczym określonym dla silnika.
- Przepisy dotyczące wprowadzania kabli i złączy — położenie i rozmiar wejść kabli zasilających i sygnałowych muszą być zgodne z prowadzeniem wiązki przewodów wózka widłowego.
Obudowy zamienne OEM są dostępne w ramach programów producentów części do wózków widłowych dla głównych marek, w tym Toyota, Crown, Raymond, Hyster i Yale. Nieoryginalne obudowy wytłaczane obrobione zgodnie ze specyfikacjami OEM są również dostępne u wyspecjalizowanych dostawców komponentów silników, często po kosztach o 30–50% niższych niż części OEM o równoważnej zgodności wymiarowej. Ważne jest potwierdzenie z dostawcą gatunku stopu i obróbki cieplnej (stan T5 lub T6). przy zakupie obudów na rynku wtórnym, ponieważ zastąpienie materiału stopami o niższej wytrzymałości stanowi znane ryzyko jakościowe w tańszych łańcuchach dostaw.

















